
![[list:title]](/static/upload/image/20260417/BS 6622 12Product Details-1.jpg)
![[list:title]](/static/upload/image/20260417/BS 6622 12Product Details-4.jpg)
![[list:title]](/static/upload/image/20260417/BS 6622 12Product Details-3.jpg)
![[list:title]](/static/upload/image/20260417/BS 6622 12Product Details-2.jpg)
![[list:title]](/static/upload/image/20240620/BS6622横截面图.jpg)
![[list:title]](/static/upload/image/20240620/BS6622结构图.jpg)
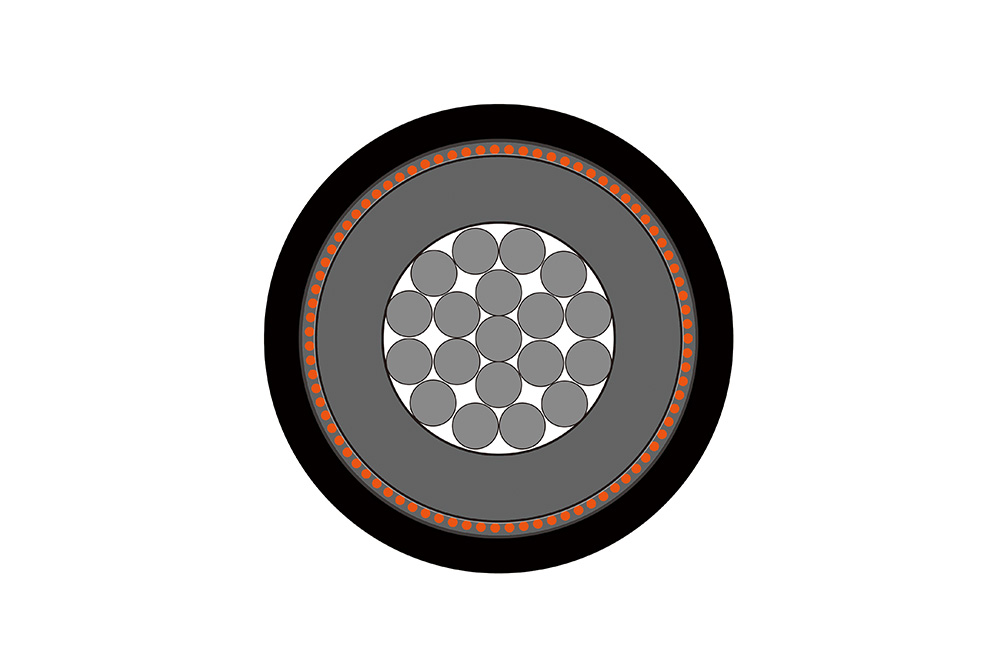
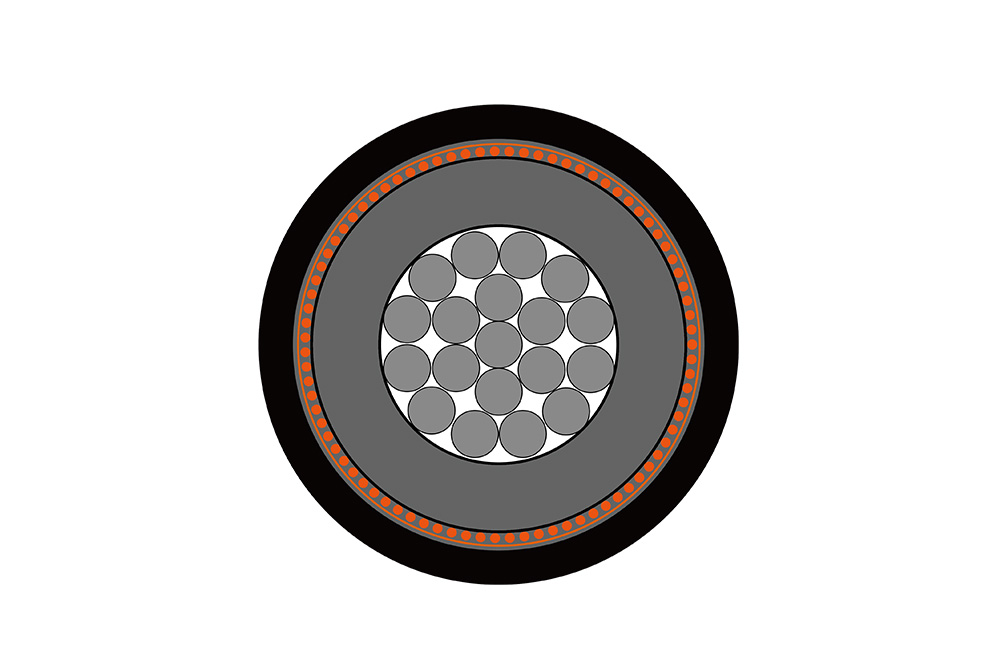
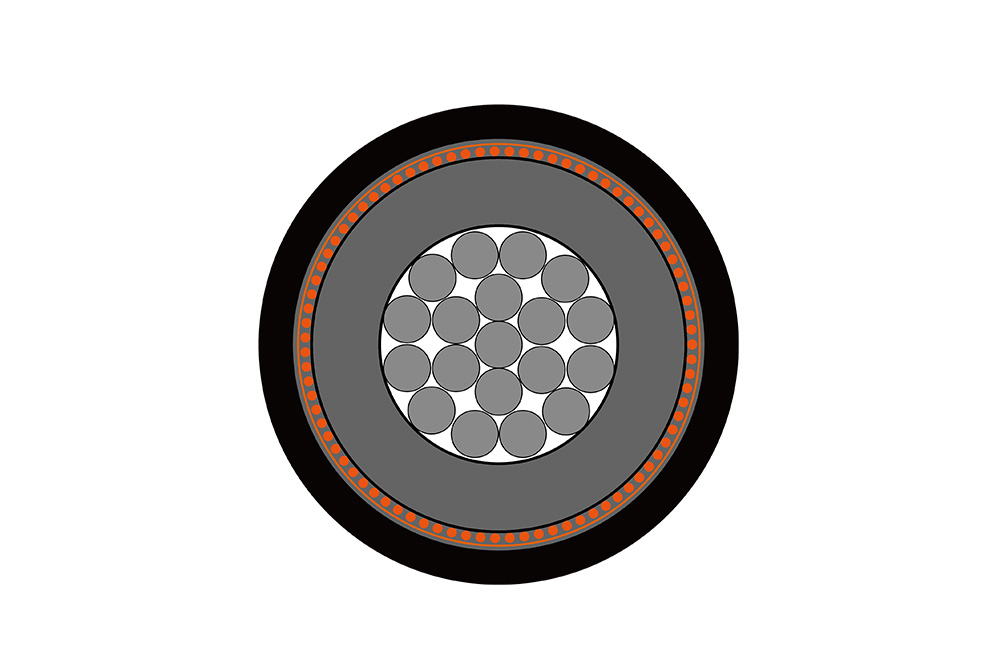
| BS 6622 XLPE MDPE 6.35/11 (12)kV Cable | ||
| Voltage: | 6.35/11 (12)kV | |
| Structure: | Conductor | Class 2 Stranded Copper |
| Insulation | XLPE (Cross-Linked Polyethylene) | |
| Screen | Individual copper wire screen | |
| Jacket | MDPE (Medium Density Polyethylene) | |
Power cables for power networks, underground and in cable ducting. Suitable for direct burial.
6.35/11 (12)kV
Fixed: 0°C to +90°C
0°C to +90°C
12 x overall diameter
(10 x overall diameter where bends are positioned adjacent to a joint or terminations provided that the bending is carefully controlled by the use of a former)
BS 6622, IEC 60502-2, IEC/EN 60228
Class 2 stranded copper conductor
Semi-conductive XLPE (Cross-Linked Polyethylene)
XLPE (Cross-Linked Polyethylene)
Semi-conductive XLPE (Cross-Linked Polyethylene)
Water blocking tape
Semi-conductive XLPE (Cross-Linked Polyethylene)
Individual copper wire screen
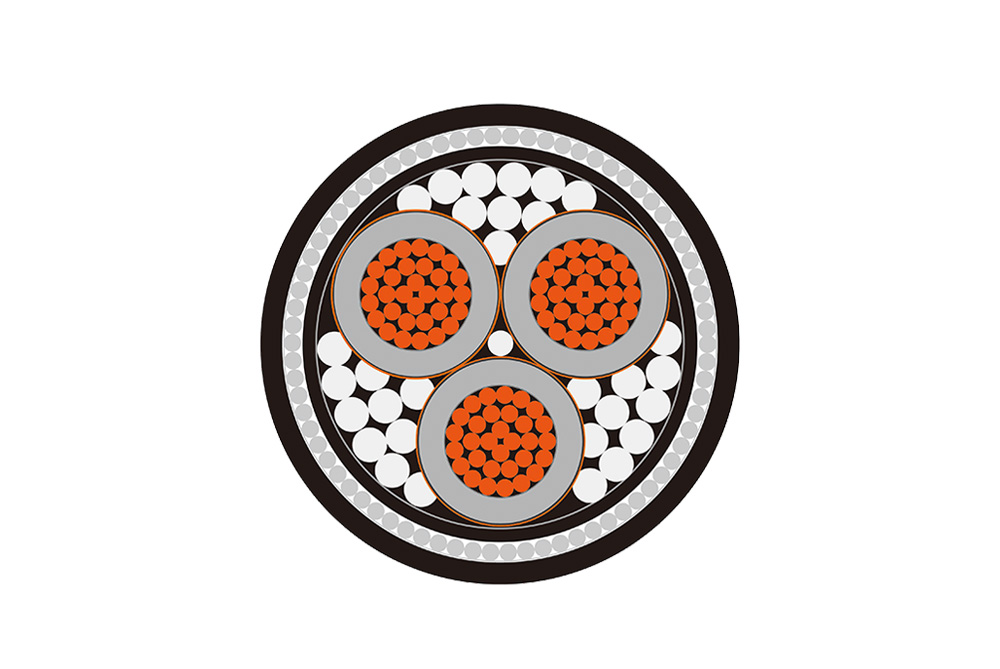
PET (Polyethylene Terephthalate) fibres
Binding tape
PVC (Polyvinyl Chloride)
SWA (Steel Wire Armoured)
MDPE (Medium Density Polyethylene)
| SHEATH COLOUR | NO. OF CORES | NOMINAL CROSS SECTIONAL AREA | NOMINAL DIAMETER mm | NOMINAL WEIGHT | ||
| mm2 | Under Armour | Over Armour | Overall | kg/km | ||
| Black | 3 | 185 | 64.4 | 69.4 | 76 | 12600 |
Our team is available 24/7 to respond to customer inquiries and issues. Most issues can be resolved within 8 hours.
Generally, we can deliver regular machines to customers immediately within 7-30 days.
Our team is available 24/7 to respond to customer inquiries and issues. Most issues can be resolved within 8 hours.
Sampling test items: cable conductor DC resistance; finished cable withstand voltage test;conductor single wire diameter and deviation;insulation average thickness, thinnest point;The sheathed average thickness and thinnest point
Sampling test items: cable conductor DC resistance; finished cable withstand voltage test;conductor single wire diameter and deviation;insulation average thickness, thinnest point;the sheathed average thickness and thinnest poin;change rate of tensile strength and elongation of insulation and sheath before and after aging;insulated wire core withstand voltage test;hot extension test;ozone resistance test;finished cable flexure test, etc.
Our team is available 24/7 to respond to customer inquiries and issues. Most issues can be resolved within 8 hours.
Generally, we can deliver regular machines to customers immediately within 7-30 days.
Our team is available 24/7 to respond to customer inquiries and issues. Most issues can be resolved within 8 hours.
![[link:title]](/static/upload/image/20240530/1717010083234902.png)
kV Cable截面图.jpg)
kV Cable截面图.jpg)

